







Estudio de caso: Soluciones avanzadas de purificación de agua para la fabricación biofarmacéutica
Los sistemas de agua de alta pureza son esenciales para mantener la calidad y la fiabilidad en la fabricación de productos farmacéuticos y dispositivos médicos. La experiencia de MECO en el suministro de soluciones de ingeniería para instalaciones de productos de cuidados cardíacos y vasculares subraya nuestro compromiso con el apoyo a industrias en las que la precisión, el cumplimiento y la innovación son fundamentales.
Mediante la integración de tecnologías avanzadas como las membranas de ósmosis inversa (OI) y materiales de alta pureza, MECO suministra sistemas de purificación a medida diseñados para cumplir las normas reglamentarias más exigentes.
El papel del agua de calidad biológica molecular en las aplicaciones de laboratorio
La fabricación biofarmacéutica depende a menudo de agua de calidad para biología molecular que permita obtener resultados científicos precisos y repetibles. Procesos como las pruebas genéticas, la fabricación aséptica y el cultivo celular requieren un suministro de agua siempre libre de contaminantes microbianos y orgánicos.
MECO satisface estas necesidades mediante equipos de purificación especialmente diseñados, instrumentación robusta y sistemas de control integrados que garantizan la integridad del producto y el cumplimiento de las normativas en todas las fases de I+D y producción.
Aprovechamiento de las membranas de ósmosis inversa y eficacia del sistema
Las membranas de ósmosis inversa de alta eficacia son la piedra angular de la purificación moderna. Eliminan las impurezas solubles que pueden interferir en la producción o afectar a la precisión de las investigaciones. Los sistemas de MECO utilizan membranas de ósmosis inversa de presión ultrabaja para mejorar la eficiencia energética al tiempo que ofrecen resultados de alto rendimiento.
Perfil del proyecto: Sistema de agua purificada para un centro de productos sanitarios - Temecula, CA
MECO instaló un sistema validado de agua purificada para una importante planta de fabricación GMP en Temecula, California. Esta empresa mundial de dispositivos médicos está especializada en soluciones para cuidados cardíacos y vasculares.
Antecedentes del proyecto
El cliente necesitaba un sistema de agua purificada para las nuevas operaciones del laboratorio de control de calidad como parte de la ampliación de las instalaciones.
Desafíos únicos
El proyecto exigía una ejecución rápida en un plazo agresivo, cumpliendo al mismo tiempo las estrictas normas de conformidad con las buenas prácticas de fabricación y operando dentro de las limitaciones de un emplazamiento sensible y con espacio limitado.
Resultados del proyecto
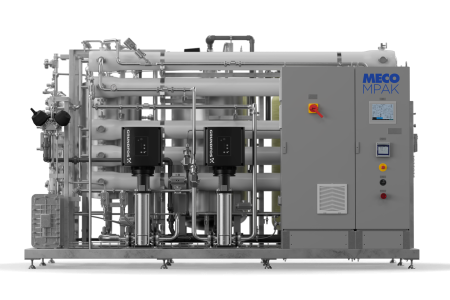
Para garantizar un rendimiento constante, un mantenimiento sencillo y un control esencial para la fabricación según las GMP, instalamos nuestro sistema más popular, el ES-1 (conocido ahora como el MASTERpak™ MICRO), para producir validado bajo contaminantes orgánicos y microbianos 18 Megohm agua. Este sistema validado se construyó con materiales de alta pureza utilizando tuberías, válvulas y accesorios de PVDF fusionados por infrarrojos.
Características principales incluidas:
- Hasta un 50% de ahorro energético mediante membranas de ósmosis inversa de presión ultrabaja y componentes de alta eficiencia
- Diseño compacto para acomodar una instalación a nivel de entresuelo
- Controlador de sistema de estado sólido con certificación UL para un funcionamiento seguro por encima de los espacios de producción GMP
- Completo paquete de documentación para agilizar la puesta en servicio y la validación
- Aceleración de los plazos del proyecto: finalizado en sólo 5semanas, lo que reduce a la mitad el plazo de entrega habitual.
Para limitar con éxito el espacio ocupado, diseñamos un sistema a medida, de dimensiones reducidas, que encajaba en el entresuelo situado en la planta superior, por encima de los laboratorios y la zona de fabricación. Para garantizar la protección contra inundaciones de los equipos y las operaciones en los niveles inferiores de los edificios, el equipo de Water Works construyó el sistema para que fuera operado por un sistema de seguridad sólido con certificación UL.-de estado sólido con certificación UL.
Por último, nuestro equipo proporcionó un completo paquete de documentación de apoyo a la puesta en servicio para una validación rápida y sencilla. A petición del cliente, nuestro equipo aceleró el proyecto, reduciendo el plazo de entrega en un 50% y completándolo en 5 semanas.
Construyamos juntos su próximo gran avance
Las soluciones integradas de purificación de agua de MECO combinan el tratamiento de agua por electrodesionización (EDI) y tecnologíasde ósmosis inversa para apoyar de forma integral el control de calidad de los laboratorios y las operaciones de fabricación. Nuestros sistemas suministran agua de calidad biológica molecular que cumple las normas de pureza más exigentes, garantizando la fiabilidad y precisión de los productos biofarmacéuticos.
Mediante el uso de membranas de ósmosis inversa avanzadas y materiales de alta pureza, MECO garantiza que los sistemas de purificación de agua sean eficientes y sostenibles, ofreciendo un importante ahorro energético y una reducción de los costes operativos. Nuestra experiencia en el diseño de sistemas personalizados de tamaño reducido nos permite satisfacer los requisitos espaciales y operativos exclusivos de organizaciones como la planta de fabricación de productos para cuidados cardíacos y vasculares de Temecula (California).

Los sistemas de purificación de agua de MECO están diseñados para entornos de alta pureza y alto rendimiento en las ciencias de la vida. Ya sea para control de calidad en laboratorio, I+D o fabricación GMP a gran escala, ofrecemos soluciones validadas y sostenibles que cumplen los más altos estándares de fiabilidad, eficiencia y conformidad.
Póngase en contacto con MECO para hablar de cómo podemos ayudarle en su próximo avance.