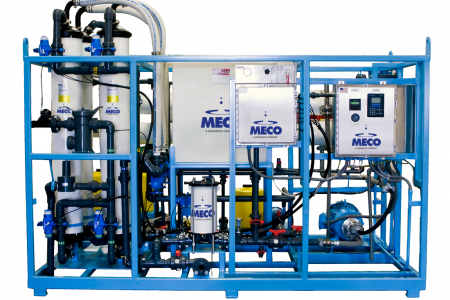
MECO’s Ultrafiltration (UF) units utilize highly efficient membranes that eliminate less valuable operations while substantially improving the water quality in the pretreatment process. MECO’s Ultra filtration systems remove suspended solids including bacteria, endotoxins and high molecular weight molecules. Because the ultrafiltration units are both chlorine tolerant and automatically backwashed at regular intervals, they are far less susceptible to fouling and easier to clean. In addition, Ultrafiltration uses less energy and conserves more water. Keeping sustainability in mind, MECO UF units lower energy, operation and maintenance costs of your plant.
| MODEL | NOMINAL CAPACITY in GPM [LPM] |
|---|---|
| UF10 | 10 [38] |
| UF18 | 18 [68] |
| UF27 | 27 [103] |
| UF37 | 37 [140] |
| UF54 | 54 [204] |
| UF68 | 68 [257] |
| UF131 | 131 [496] |
| UF143 | 143 [541] |