







Water’s critical role in the nutraceutical manufacturing industry

Water is a key ingredient in the nutraceutical industry and plays a critical role in the manufacturing of vitamins, supplements and cosmetics, including processing, cooling and sanitation. The quality of water used in the fabrication of these products is governed by the FDA under the authority of the Federal Food, Drug, and Cosmetic Act. As a raw material in nutraceutical products, water must be free of toxins, pollutants and microbes. Water that comes into contact with products through the manufacturing process must also be purified to reduce the risk of contamination when equipment and products come in contact. Two of the most common water filtration processes used in manufacturing nutraceuticals are reverse osmosis (RO) and distillation.
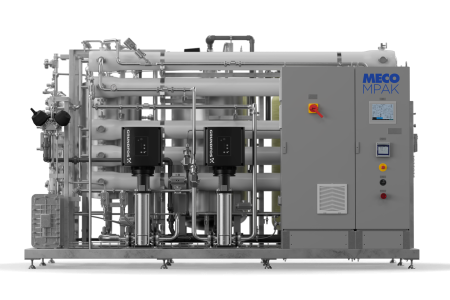
Reverse Osmosis (RO)
Reverse Osmosis is capable of removing large numbers of contaminants from water by forcing source water through a semipermeable membrane. This membrane can filter out hazardous microbes and pollutants as small as 0.0001 microns in diameter. Due to its energy efficiency, RO offers a cost-effective solution for nutraceutical manufacturers who require a reliable source of purified water for production.
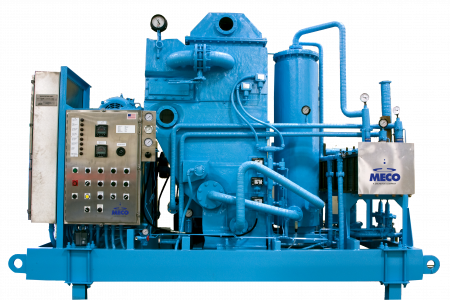
Vapor Compression Distillation
Distilled water, also called sterile water, is a key ingredient in the manufacture of nutraceuticals and cosmetics due to its exceptional level of purity. Chemicals, minerals, and other impurities are boiled away during the process of distillation while pure water is returned through steam and condensation. Distillation removes 99.99% of contaminants, making it an ideal solution for meeting the rigorous requirements of the FDA.
Pure water ensures the high quality and safety of nutraceutical products
The FDA requires manufacturers to use purified water in the fabrication of nutraceutical, but properly filtered water does more than meet industry specs. Eliminating the opportunity for foreign matter to enter the workflow also fortifies the quality of products. If products were contaminated by impure water, the consequences could lead to significant consumer harm, financial loss and litigation. Purified water keeps the nutraceutical industry healthy.
At MECO, we’ve served leading pharmaceutical and nutraceutical with more than 25 million gallons of product water each day, maximizing operational uptime every step of the way. Our water purification solutions have been installed around the world, ensuring the safety of consumers and the profitability of a pioneering industry. Our portfolio includes the broadest range of engineered products for Pure Steam, Purified Water (PW), and Water for Injection (WFI). Contact us today to learn how we can help you with your water purification needs.